







Description
PROCESS STEPS
LPG Cylinder Production is composed of several sheet metal forming, surface treatment and testing processes. The process starts with blanking, deep drawing and piercing, trimming and joggling. Next are the welding operations for valve boss, valve guard ring, foot ring and the two halves. The finished cylinder is then heat treated, tested, shot blasted, painted and then the valve is attached and final tested.
The main process steps are summarized below
2.1 LPG Cylinder Body Forming Line
2.2 LPG Cylinder Trimming & Beading
2.3 LPG Cylinder Guard Ring Production Line
2.4 LPG Cylinder Bottom Ring Production Line
2.5 LPG Cylinder Welding Line
2.6 LPG Cylinder Quality Controls
2.7 LPG Cylinder Heat Treatment Furnace
2.8 LPG Cylinder Shot Blasting
2.9 LPG Cylinder Metallization Line
2.10 LPG Cylinder Painting Line
2.11 LPG Cylinder Testing Line
2.1 LPG Cylinder Body Forming Line
2.2 LPG Cylinder Trimming & Beading
2.3 LPG Cylinder Guard Ring Production Line
2.4 LPG Cylinder Bottom Ring Production Line
2.5 LPG Cylinder Welding Line
2.6 LPG Cylinder Quality Controls
2.7 LPG Cylinder Heat Treatment Furnace
2.8 LPG Cylinder Shot Blasting
2.9 LPG Cylinder Metallization Line
2.10 LPG Cylinder Painting Line
2.11 LPG Cylinder Testing Line
1 | Semi Auto | 1000 cylinder/8hrs | 1 set | 4 months |
2 | Semi Auto | 2000 cylinder/8hrs | 1 set | 4 months |
3 | Full Auto | 1000 cylinder/8hrs | 1 set | 4 months |
4 | Full Auto | 2000 cylinder/8hrs | 1 set | 4 months |

LPG Cylinder Blanking & Body Forming Line
In the core of the forming line there stands a versatile double action our hydraulic deep drawing press that forms the cylinder halves out of round blanks that are blanked by a single action double blanking our press or directly from the coil material by help of our design combined deep drawing, piercing and blanking die set. The edges of the upper and lower halves are further processed by our trimming and joggling machines to the perfection stemming from the sheet metal forming expertise of our to make it read for the body seam welding after degreasing.





LPG Cylinder Halves Forming Line
1. Cylinder body auto making line, from decoiler to deep drawing, jogging and circle welding.
A: Fully automatic + Robots Auto feeding
B: 1000pcs/ 2000pcs Capacity as your needs
C:Only need max 3-5 people (only for change welding wires/ nozzels)
D:Video/ laser tracking +Patent Panasonic Welder
E: Workshop Land Saving, Cutting/ jogging/polishing in one machine
A: Fully automatic + Robots Auto feeding
B: 1000pcs/ 2000pcs Capacity as your needs
C:Only need max 3-5 people (only for change welding wires/ nozzels)
D:Video/ laser tracking +Patent Panasonic Welder
E: Workshop Land Saving, Cutting/ jogging/polishing in one machine
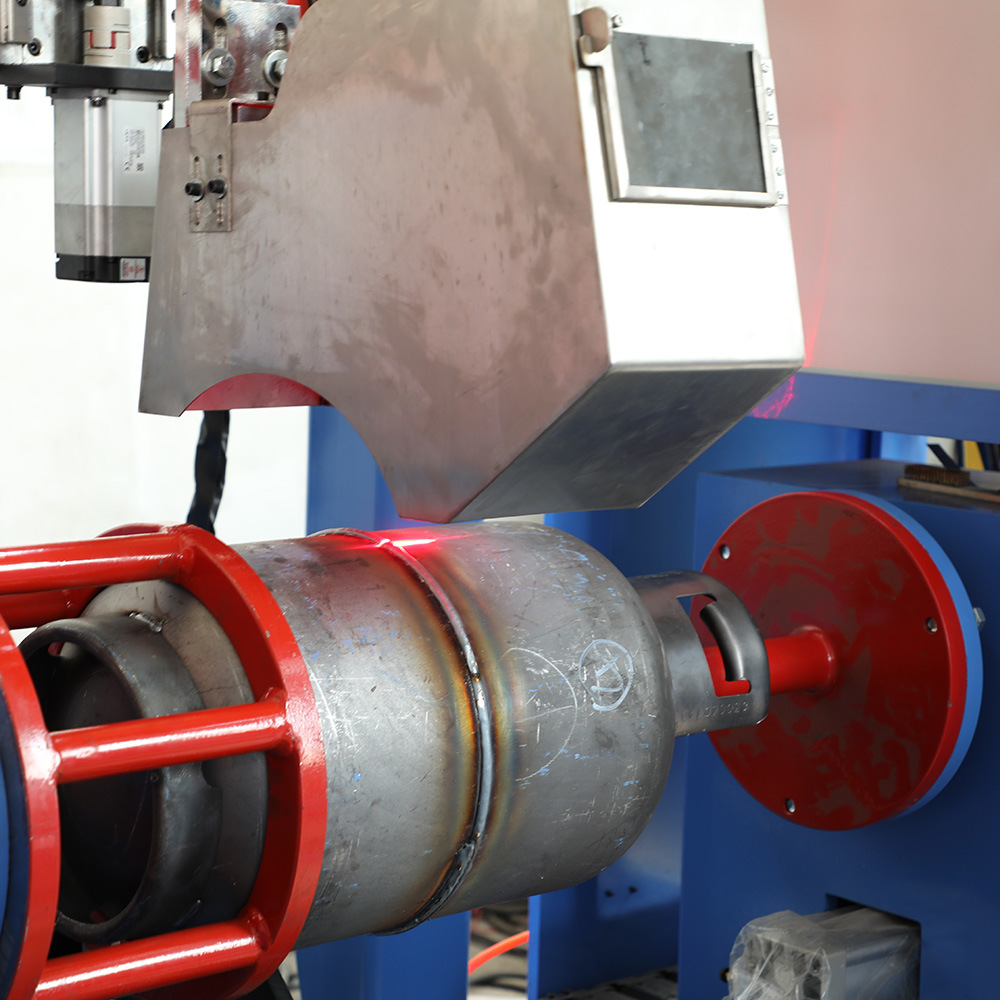
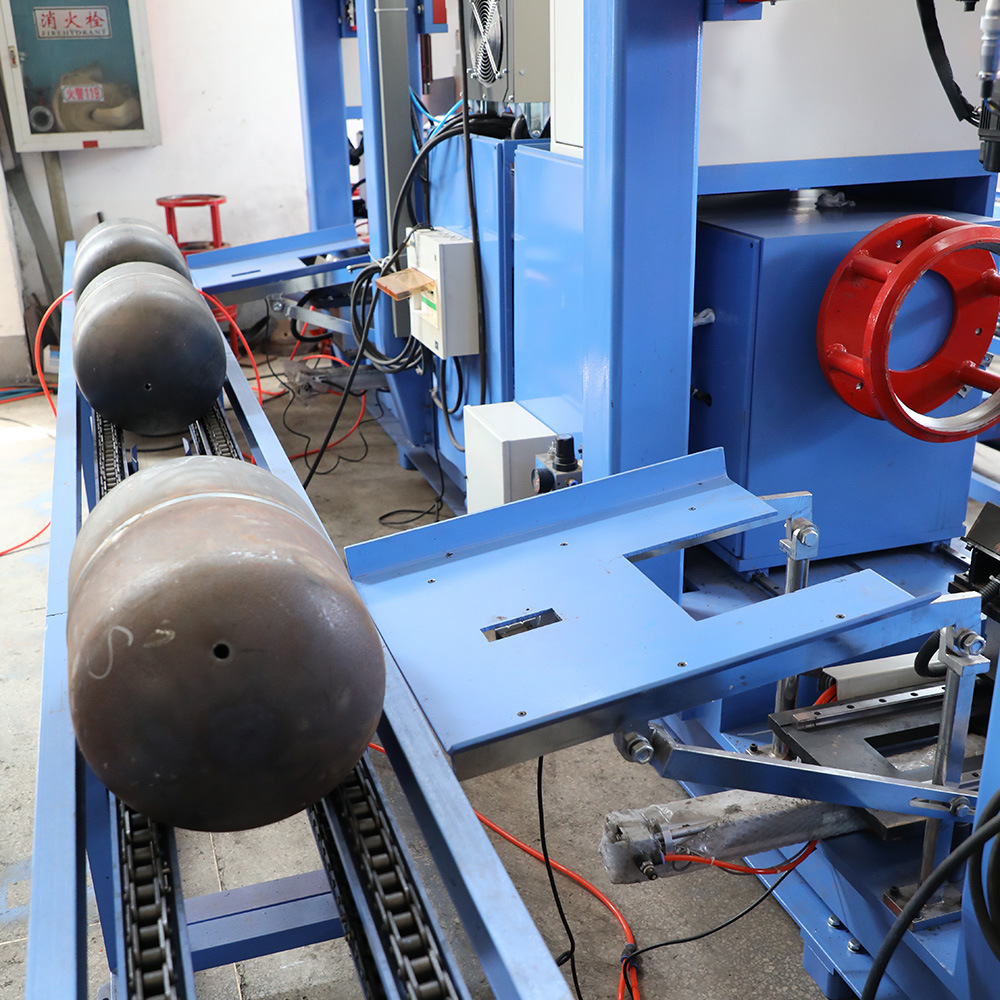
LPG Cylinder Body Forming Welding Line
The submerged arc welding technique is applied on the welding of body halves on the seam welding machine and generally on the welding of the valve boss to the upper cylinder halve. The welding automatic with reliable welding power packs and control units are utilized to achieve the uncompromising weld quality with degree of automation needed for the required production capacity per customer. The MIG/MAG welding technique is applied for the welding of foot rings and valve guard rings with the body halves. Welding is the most critical part of the production line, which engages the best cylinder performance and assures the good quality. Our welding machinery is the best cylinder & pressure vessel welding equipment in China and also TOP Ranked worldwide.
Full-auto welding machine includes socket welding, handle/collar welding, base ring welding, circumference welding, and all machines work automatically, the cylinder halves are conveyed by mechanical arm and chain, this system really saves much labor cost and improve the working efficiency apparently. In order to relive all the stresses caused by forming and welding operations, the cylinders are passed through a heat treatment furnace where they are exposed to 930 º C degrees of temperature for certain time before getting cooled gradually.

Reviews
There are no reviews yet.